Onderzoek aan RCP in pvc-waterbuizen laat zien dat de kritische druk Pc, waar beneden geen RCP voorkomt, toeneemt met een dikkere wand en een kleinere diameter [1]. Om dit resultaat af te leiden werden experimenten gedaan aan 25 segmenten uit 315 mm buizen met drie wanddiktes (SDR41, SDR34 en SDR26) ofwel drukklassen (0,63, 0,75 en 1,0 MPa). De resultaten van de SDR34-buizen zijn echter afwijkend. De Pc-waarde daarvan lager is dan verwacht. In dit artikel wordt onderzocht of dit met de restspanning in de buizen kan worden verklaard.
Restspanning
Bij buisextrusie ontstaat tijdens het afkoelen altijd restspanning in de buiswand [2,3]. De temperatuur van het pvc wordt dan van circa 190 °C tot omgevingstemperatuur verlaagd door water langs de buitenwand van de buis te laten stromen. De binnenwand wordt niet actief gekoeld. De slechte warmtegeleiding van pvc leidt ertoe dat warmte uit de meer naar binnen gelegen wandposities langzaam via de buitenwand en het koelwater wordt afgevoerd. Het gevolg is een temperatuurgradiënt tijdens het afkoelen.
Zolang de ringvorm niet wordt verbroken zal de buis tijdens het afkoelingsproces algehele omtrek- en lengtekrimp vertonen. Daardoor wordt een verborgen spanningsgradiënt over de wand opgebouwd en verborgen mechanische energie in de buiswand opgeslagen. Bij doorzagen of doorscheuren komt deze ‘ingevroren’ energie vrij en dat laat de buiswanden overlappen (Afbeelding 1). De ingevroren restspanning is dus aanzienlijk.

Afbeelding 1. Overlap van de buiswand in omtrekrichting na RCP (zie blauwe pijl)
De restspanning is te meten volgens de methode Janson [4]. Hierbij zaagt men een reep in lengterichting uit de buis. Men ziet daarna dat de randen meteen naar elkaar toe bewegen, waardoor de lege ruimte ertussen kleiner wordt. Dit proces gaat daarna steeds verder. De omtrekverkleining is voor segmenten met drie verschillende SDR-waarden [1] gemeten en uitgedrukt als een percentage van de oorspronkelijke omtrek (Tabel 1). De SDR34-buizen hebben een kwart meer omtrekkrimp dan het gemiddelde van de SDR41- en SDR26-buizen en dus meer restspanning.
Tabel 1. Omtrekkrimp (1150 uren na uitzagen van een reep gemeten) bij drie SDR-waarden en de extrusiesnelheid.
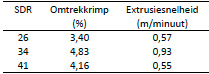
Ook is van deze buistypen de extrusiesnelheid bepaald met behulp van de tijdstempels van het extrusieproces, die op regelmatige afstand op de buis zijn afgedrukt. Door op ver van elkaar liggende punten de afstand in meters tussen twee tijdstempels te bepalen, kan de extrusiesnelheid worden berekend (Tabel 1). Ook wat betreft de extrusiesnelheid wijken de SDR34-buizen af. Ze zijn sneller geëxtrudeerd dan de SDR26- en SDR41-buizen.
Er zijn twee verschillende modellen toegepast om de invloed van restspanning te beschrijven:
Een beschrijvend model, alleen gebaseerd op de meetwaarden uit [1] en Tabel 1.
Een materiaalkundig model, gebaseerd op literatuurwaarden van materiaalparameters van pvc.
Beschrijvend model
Een opvallend kenmerk van RCP-metingen aan pvc-waterbuizen [1] is dat het gedrag van de scheurlengte vrijwel binair is. Er is ofwel RCP tot vrijwel het einde van het segment, ofwel er is geen enkele scheurinitiatie (inertheid), afgezien van kerfvorming. Voor de beschrijving van binair gedrag bestaat er ‘logistische statistiek’ [5]. Om deze statistiek toe te passen dienen de scheurlengtes dus in logistische (binaire) variabelen (0 of 1) te worden omgezet. Hieronder wordt dit stap voor stap beschreven.
De norm [6] definieert de scheurlengte als de afstand in lengterichting tussen het midden van de kerf die door het mes wordt veroorzaakt en het einde van de scheur in het buitenoppervlak van de buis (afbeelding 7 in [1]). Strikt genomen is de scheurlengte dus de halve mesbreedte ‘te lang’ (120/2 = 60 mm). Hiervoor is eerst gecorrigeerd, zodat de scheurlengte beneden Pc inderdaad precies nul is.
De S4-norm schrijft voor dat alle ambivalente meetpunten (met spreiding) moeten worden verwijderd. Verder zijn alle scheurlengtes gedeeld door de scheurlengte die voor RCP geldt, zodat een waarde van (afgerond) 1 wordt verkregen. Door deze transformaties zijn alle scheurlengtes 0 of 1.
Vervolgens is één model opgesteld waarmee – voor alle drie SDR-waarden tegelijk – de gehele vorm van alle curven wordt beschreven, met het programma SigmaStat [5]. Deze software kan correlaties tussen de scheurlengte L en invloedrijke parameters vinden en kwantitatief beschrijven. Vergelijking (1) beschrijft een scherpe overgang (een stap) van inert (L = 0) naar RCP (L = 1).
L = 1 / (1 + exp (-Logit P)) (1)
Het model neemt verder aan dat Logit P via een lineaire vergelijking van slechts drie variabelen afhangt, namelijk de waterdruk, de SDR en een variabele die de restspanning beschrijft, volgens vergelijking (2). Als maat voor de restspanning is de omtrekkrimp na 1150 uren (Tabel 1) gekozen:
Logit P = a0 + a1 x waterdruk + a2 x SDR + a3 x omtrekkrimp (2)
De waarden van a0, a1, a2 en a3 zijn bij de auteurs bekend. Het logistische statistische model bestaat dus uit een combinatie van de vergelijkingen (1) en (2).
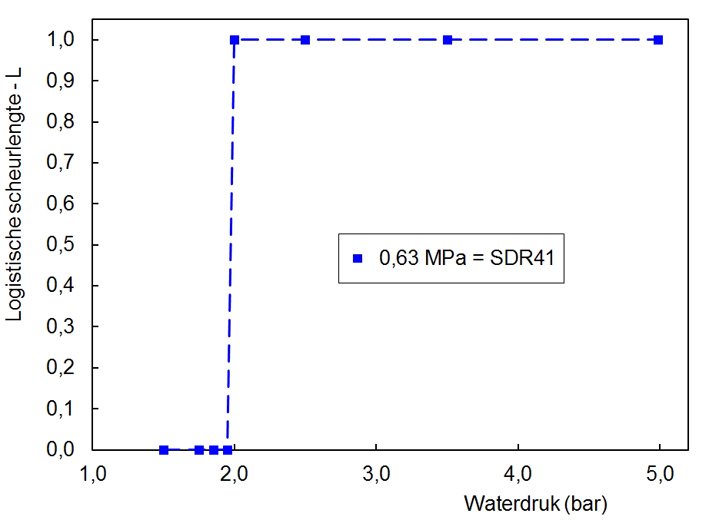
Afbeelding 2. Beschrijving van de logistische scheurlengte van de SDR41-segmenten met het model volgens vergelijkingen (1) en (2) samen
De meetpunten worden zeer goed beschreven. Hetzelfde model wordt in Afbeelding 3 gebruikt.
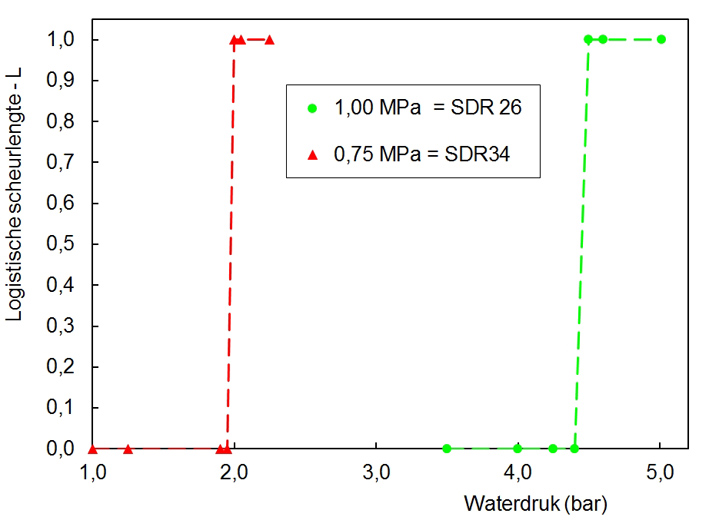
Afbeelding 3. Beschrijving van de logistische scheurlengtes van de SDR34- en SDR26-segmenten met het model volgens vergelijkingen (1) en (2) samen (hetzelfde model als in Afbeelding 2).
De afbeeldingen 2 en 3 beschrijven hoe goed het model (stippellijnen) bij de gemeten punten past. Met hetzelfde model worden de meetpunten bij alle drie SDR-waarden goed beschreven. De waarden van a1, a2 en a3 in vergelijking (2) zijn alle positief. Dit betekent dat hoe dunner de wand (hoge SDR) en hoe hoger de waterdruk en omtrekkrimp van de pvc-buis (hoge restspanning), hoe lager het omklappunt (kritische druk, Pc) is.
Het blijkt dat een beschrijvend model zónder de restspanning (dus alleen met de waterdruk en SDR) zeer slecht past. De restspanning is dus een noodzakelijke variabele bij het kwantitatief beschrijven van RCP in met water gevulde pvc-buizen.
Dat het model zo goed bij de meetwaarden past, illustreert de belangrijke invloed van de restspanning. Men kan nu ook uitrekenen wat Pc zou zijn als de SDR34-buizen met minder restspanning geëxtrudeerd waren. Men neemt dan een lagere omtrekkrimp aan.
Als voorbeeld is als fictieve omtrekkrimp van de SDR34-buizen het gemiddelde tussen de omtrekkrimp van de SDR26- en de SDR41-buizen uit Tabel 1 gekozen. De nieuwe waarde wordt dan 3,78% en dat is lager dan de gemeten waarde van 4,83%. Afbeelding 4 laat zien hoe er bij een omtrekkrimp van 3,78% een voorspelde Pc van circa 3,1 bar ontstaat (in plaats van 1,95 bar).

Afbeelding 4. Voorspelling van de logistische scheurlengte van SDR34-buizen met het model volgens vergelijking (1) en (2), bij aanname van een lagere restspanning (omtrekkrimp 3,78% in plaats van 4,83%) Vergelijk Tabel 1. De curven van de SDR26- en SDR41-segmenten zijn ongewijzigd.
Restspanning in de buizen heeft dus een sterke negatieve invloed. Er is vermoedelijk een samenhang met de extrusiesnelheid (Tabel 1). Het kan zijn dat door de hogere extrusiesnelheid van de SDR34-buizen de afkoelsnelheid veel hoger was en er meer restspanning is ingevroren.
De negatieve invloed van restspanning lijkt te worden ondersteund met resultaten [7] van pneumatische S4-metingen (in lucht – Afbeelding 5). Er is een meetpunt van een 315 mm SDR41-buissegment toegevoegd, dat vooraf in zijn geheel 1 week in een oven bij 50 °C was getemperd. Het doel daarvan was fysische veroudering te bewerkstelligen. Fysische veroudering wordt geacht de slagsterkte te doen afnemen [8, 9] en dat zou dan tot een lagere kritische druk voor RCP leiden. Het tegengestelde effect treedt echter op, want de relatieve scheurlengte ligt iets lager dan van de niet-getemperde buizen.
De weerstand tegen RCP van de getemperde buis is dus iets toegenomen. Blijkbaar heeft fysische veroudering geen sterk effect, maar treedt een ander, veel belangrijker effect in tegenovergestelde richting op. Dat is spanningsrelaxatie, die bij 50 °C gemakkelijk verloopt. Daardoor wordt de restspanning in de buis afgebouwd en dat heeft een positief effect op Pc. De resultaten in Afbeelding 5 ondersteunen dus de waarneming bij met water gevulde buizen dat te grote restspanning in pvc-buizen een negatieve invloed heeft.
Overigens rapporteerde Palermo vele praktijkgevallen van RCP in met lucht gevulde buizen [10].
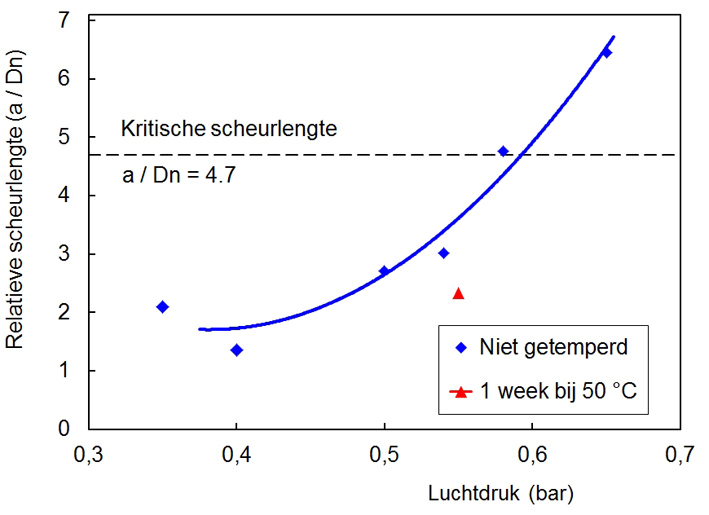
Afbeelding 5. Relatieve scheurlengte in de pneumatische S4-test als functie van de inwendige luchtdruk [7], gemeten aan 315 mm SDR41-pvc-buizen, bij 0 °C. In lucht komen bij een kritische druk PC = 0,53 bar en lager vier gevallen van arrest voor
In rood een extra meetpunt bij 0,55 bar, bepaald na vooraf 1 week temperen van een buissegment bij 50 °C. Dat ligt iets lager dan de blauwe meetpunten.
Materiaalkundig model
Dit model heeft een geheel andere achtergrond. Er zijn geen meetwaarden (Tabel 1 en [1]) gebruikt, alleen materiaalparameters uit de literatuur en kennis van breukmechanica.
De weerstand tegen RCP wordt bepaald door de weerstand van het materiaal tegen scheurinitiatie en scheurpropagatie (scheurvoortplanting). De breukmechanica beschrijft materiaalgrootheden die de weerstand tegen scheuruitbreiding bepalen [11] en die samenhangen met de materiaalkwaliteit. De pvc-kwaliteit is vooral afhankelijk van de toegepaste pvc-compound en de verwerking, in het bijzonder de geleringsgraad [12].
Belastingtypen die de scheurweerstand kunnen overwinnen – en dus tot scheuren kunnen leiden – zijn o.a. stootbelasting, langzaam toenemende belasting, langdurige belasting en vermoeiingsbelasting. Bij de uitgevoerde RCP-testen [1] is het buissegment – volgens norm – kunstmatig belast met een vallend mes. Hierdoor hoeft de scheurinitiatieweerstand niet meer te worden overwonnen, alleen de weerstand tegen propagatie. In de praktijk kunnen belastingen door waterslag de scheurinitiatie- en scheurvoortplantingsweerstand overwinnen.
In het materiaalkundige model wordt uitgegaan van de energiebalans.
Het voortplanten (propageren) van een geïnitieerde scheur wordt bepaald door het verschil in de energie die nodig is voor verdere scheurvoortplanting (scheurweerstand) en de energie die vrijkomt tijdens de scheuruitbreiding. Hieronder wordt de energiebeschrijving van de scheurpropagatie en de rol van de restspanning in de buis toegelicht.
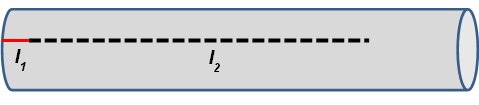
l1
Afbeelding 6. Schematische weergave van een buissegment met een initiële scheur (lengte l1, rode lijn) en scheuruitbreiding over grote afstand (lengte l2, zwarte stippellijn)
Scheuruitbreiding
De hierna gepresenteerde uitwerking van RCP is gebaseerd op artikelen van Leevers et al. [13-15]. De energie voor scheurvorming wordt geleverd door de mechanische energie in de buiswand, maar de waterdruk en een eventuele drukpuls, bijvoorbeeld door waterslag, bevatten ook mechanische energie. Bij scheurvorming komt deze energie vrij. De vrijkomende mechanische energie per scheuroppervlak noemen we hier M (vergelijking 3).
De scheurweerstand, de energie die per oppervlakte-eenheid nodig is om scheurvoortplanting te verkrijgen [11], wordt G genoemd. G is een materiaalconstante die in de breukmechanica wordt gedefinieerd. De waarde wordt bij kunststoffen bepaald door molecuulstructuur, toevoegstoffen, verwerking (geleringsgraad), degradatie en temperatuur.
Afbeelding 6 laat de scheurvoortplanting over een lengte l2 zien, nadat is gestart met een initiële scheurlengte l1. Als tijdens scheurvoortplanting over de lengte l2 de inwendige druk over deze lengte verdwijnt, komt mechanische energie uit deze lengte vrij.
De mechanische energie die per scheuroppervlak uit de buiswand vrijkomt wordt gegeven door:
![]() (3)
(3)
Hierin is p de inwendige waterdruk, E de E-modulus (elasticiteitsmodulus) van het materiaal, e de wanddikte van de buis en SDR de verhouding tussen buitendiameter en wanddikte. Het scheuroppervlak Ascheur = e x l2.
Als M, de mechanische energie die bij scheuruitbreiding vrijkomt, lager is dan G, vindt geen scheuruitbreiding plaats [11]. De buis is dan inert [1]. Als er door een drukstoot (bijvoorbeeld waterslag) tijdelijk wat meer mechanische energie beschikbaar is, kan er een kleine scheur ontstaan die daarna stopt (arrest [1]). Als M echter continu groter is dan G is de scheurvoortplanting niet meer te stoppen en ontstaat RCP.
Vervolgens worden temperatuurgradiënten tijdens de buisproductie beschreven.
De temperatuurgradiënt over de dikte van de buiswand tijdens de buisextrusie is berekend voor verschillende afkoellengtes met een zogenaamde warmtevergelijking [16]. Een numerieke oplossing van deze vergelijking met behulp van de eindige-elementen-methode laat de temperatuurgradiënten versus de afkoellengte zien. Afbeelding 7 illustreert dat de gemiddelde wandtemperatuur en de gradiënt afnemen naarmate de buis langer wordt afgekoeld. Dit model beschrijft het afkoelgedrag goed.

Afbeelding 7. Berekende temperatuurgradiënten over de wanddikte (van buiten naar binnen) van een 315 mm buis, op 6 verschillende afkoellengtes (0,1 tot en met 5,1 meter) De buitenwand bevindt zich bij 0 mm, de binnenwand bij 12 mm.
Een buiswand met restspanning
Als volgende stap is met behulp van het model in Afbeelding 7 de restspanning berekend die aanwezig is op een afkoellengte l in de buiswand, op een afstand r vanaf het middelpunt. Hiervoor zijn onder andere het verloop van de E-modulus en de thermische uitzettingscoëfficiënt met de afnemende temperatuur nodig. Een voorbeeld van het resultaat van een restspanningsberekening wordt gegeven in Afbeelding 8. De drukspanning in de buitenwand is in absolute waarde groter dan de trekspanning aan de binnenzijde, maar vooral de trekspanning is nadelig. Hierdoor wordt de grootheid M in vergelijking (3) verhoogd.
De restspanning vertoont in de tijd na extrusie een zekere mate van spanningsrelaxatie, maar wordt nooit nul. In opgegraven pvc-waterbuizen (Afbeelding 1) wordt nog steeds 2 tot 8% overlap aangetroffen. 8% is een hoge waarde. De volgens Janson [4] berekende overlap corresponderend met de in Afbeelding 8 getoonde restspanningsgradiënt is 60 mm (6%).
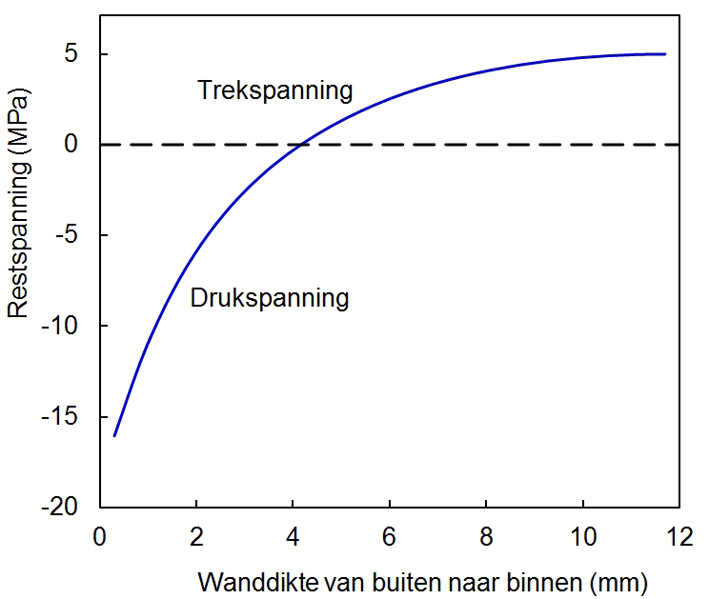
Afbeelding 8. Berekende restspanning over de wanddikte van een 315 mm buis bij een afkoellengte van 25 meter. De buitenwand bevindt zich weer bij 0 mm
De trekspanning aan de binnenwand is positief, de drukspanning aan de buitenwand is negatief.
Scheurpropagatie met restspanning
Ten slotte is het berekende verloop in de restspanning over de buiswand gebruikt om het effect daarvan op de kritische druk Pc te berekenen, voor verschillende SDR-klassen en grootten van de restspanning.
Uitgaande van de beschreven berekeningen wordt de kritische druk Pc (in bar) waarboven scheurpropagatie plaatsvindt [1], benaderd door:
 (4)
(4)
waarbij n een constante is die samenhangt met het restspanningsverloop over de wanddikte en σi0 de restspanning van ongeveer 5 MPa aan de binnenzijde van de buiswand (Afbeelding 8).
Omdat materiaalparameters bij 3 °C niet bekend zijn, werden literatuurwaarden voor G bij 20 °C gebruikt. Uitgaande van E = 3 GPa, G = 3 kJ/m2, n = 3 en nominale waarden voor de wanddikten, zijn de kritische drukken berekend voor verschillende waarden van de restspanning aan het binnenoppervlak. Deze waarden worden in Tabel 2 vermeld voor een 315 mm buis en in Tabel 3 voor een 110 mm buis, in beide gevallen voor SDR26-, SDR34- en SDR41-buizen [1].
Tabel 2. Berekende kritische drukken voor 315 mm diameter pvc-buis
E = 3 GPa, G = 3 kJ/m2, n = 3, bij drie SDR-waarden en bij 20 °C.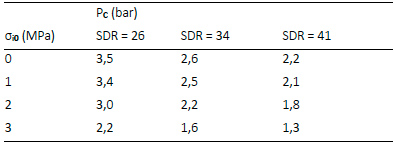
Tabel 3. Berekende kritische drukken voor RCP voor 110 mm pvc-buis
E = 3 GPa, G = 3 kJ/m2, n = 3, bij drie SDR-waarden en bij 20 °C.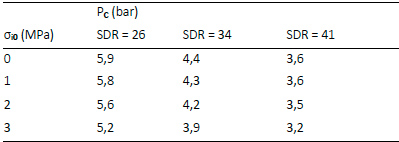
Buizen met grotere diameters zijn dus gevoeliger voor RCP dan buizen met kleine diameters. Dat blijkt ook uit de vakliteratuur en praktijkervaring. Verder neemt de weerstand tegen RCP toe met toenemende wanddikte (lagere SDR). Dit blijkt eveneens uit [1].
Ook uit het materiaalkundige model volgt dus dat restspanning in de buiswand de kritische druk voor snelle scheuruitbreiding verlaagt. Dit effect is bij een gegeven SDR-klasse groter naarmate de buis een grotere diameter heeft.
Met het materiaalkundige model is nu gevonden dat de restspanning in de buiswand, die tijdens de productie is ontstaan, extra energie levert om de weerstand tegen RCP te overwinnen.
De resultaten in Tabel 2 en Tabel 3 geven aan dat RCP niet is uit te sluiten bij pvc-buizen die worden toegepast bij drukken overeenkomstig hun drukklasse [1]. Toch is het aantal door RCP falende buizen in de praktijk beperkt tot enige tientallen. Een waterdruk die hoger is dan de kritische druk voor RCP leidt niet per definitie tot het optreden van RCP binnen 50 of 100 jaar. Veel hangt af van scheurinitiatie door bijvoorbeeld waterslag en van de restspanning in de buizen. In kritische situaties worden buizen met de dikste wand aanbevolen.
Conclusies
Zowel het beschrijvende model gebaseerd op de resultaten van de S4-metingen [1] als het geheel anders opgebouwde materiaalkundige model geeft aan dat de restspanning in een pvc-buis een sterke negatieve invloed op de weerstand tegen RCP uitoefent.
Zowel met het beschrijvende als met het materiaalkundige model wordt berekend dat een kleinere buisdiameter en een dikkere buiswand (lagere SDR) leiden tot meer weerstand tegen RCP. Dit is geheel in overeenstemming met de meetwaarden [1].
Literatuur
1. Scholten F.L., van der Stok E.J.W., ‘Snelle scheurvoortplanting (RCP) in pvc-water-buizen’, H2O-Online, 2013.http://www.vakbladh2o.nl/index.php?option=com_easyblog&view=entry&id=86&Itemid=171
2. Struik L.C.E., ‘Internal Stresses, Dimensional Instabilities and Molecular Orientations in Plastics’, Wiley (1990).
3. Spitz M., Pipe & Profile Extrusion, May/June 2013, 33-37.
4. Janson L.E.: ‘Plastics Pipes for Water Supply and Sewage Disposal’, 3rd Edition, Borealis, Sven Axelson AB / Fäldts Grafiska AB, 1999.
5. Sigmastat 3.5, Fa. STATSCONsult, Drunen, www.statsconsult.nl
6. ISO 13477:2008.
7. Scholten F.L. and Wolters M., PVC-2011, 12-14 April 2011, Brighton, UK, (Brit. Plastics Fed).
8. Lacatus E.E. and Rogers C.E., Antec Conference Proceedings, (1986), 1271-1275.
9. Cora B., Daumas B. and Zegers A., Plast., Rubber Comp., 28 (4), (1999), 165-169.
10. Palermo G., ‘Correlating Plastic Pipe RCP Field Failures with RCP Critical Pressure for Water Pipe Applications’, MRWA – March 7, 2012, IL AWWA – March 21, 2012, and ASCE Conference, Miami, FL – August 22, 2012.
11. Williams J.G., ‘Fracture mechanics of polymers’, Ellis Horwood (1984).
12. Butters G. Ed, ‘Particulate nature of PVC: Formation, Structure, and Processing’, Applied Science Publishers, London (1982).
13. Greig J.M., Leevers P.S., Yayla P., Engineering fracture mechanics, 42 (1992), 663.
14. Yayla P., Leevers P.S., 1992, Engineering Fracture Mechanics, 42 (1992), 675.
15. Greenshields C.J., Leevers P.S., International Journal of Fracture, 79 (1996), 85.
16. ‘Perry’s Chemical Engineers’ Handbook’, McGraw Hill, (2008).